二、超聲(shēng)波焊接機(jī)主要技術性能指标
電(diàn)器性能:工作頻率20khz,最大輸出功率:2000W,焊接時間:可調(diào), 工作方式:半自動。機械性能:氣動壓力:2-6kg/cm,氣缸行程:75mm,電(diàn)源:220v
三、超聲(shēng)焊接機(jī)工作原理
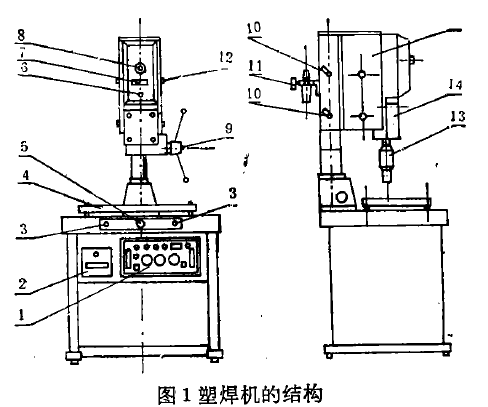
本設備由超聲波發生器、超聲波換能器、機械傳動三部分組成。機械傳動系統本系統是一種含操作台由氣缸進行傳動的大型落地式裝置, 並(bìng)採(cǎi)用條牙方法通過手輪調節焊頭的上下位置, 不設有水平調整機構。見圖。圖中, 發生器一抽屜, 啓動開關, 調平工作台緊急制動開關指示燈, 工作壓力調節,工作速度調節上下移動手輪上下移動鎖定」氣源三聯件八門固定螺釘, 換能器換能器安裝座門。
超聲波焊接機(jī)原理--超聲波焊接機(jī)氣(qì)路原理示意圖
初始狀态應是P、B通路, P、A斷路,使氣缸帶動的換能器焊頭向上複位, 當啓動開關信号送到發生器時,P 、B由原來通路變(biàn)爲斷路, 此時P、A由原來斷路變(biàn)爲通路,使氣缸帶動的換能器下降, 當下降至設定位置時觸動裝於(yú)機架内的微動開關, 以觸發超聲波發振工作, 發振及保壓時間由發生器預先設定觸發壓力10-70kg,可通過壓力調節盤預先調整控制觸發範圍, 待超聲、保壓結束後, 發生器自動又來一信号使電磁閥釋放, 二位五通電磁閥換向, 将換能器返回原處複位, 完成一次焊接過程, 壓力盤的調節是根據不同特性的焊頭和焊接對象而設定的。.
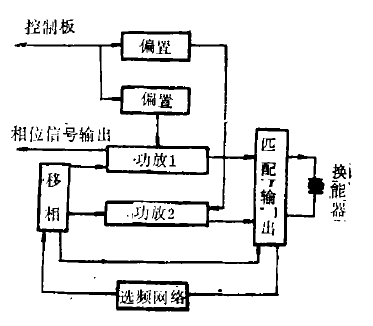
超聲波焊接機原理之電路部分結構,超聲波發生器系統由功率放大電路、順序控制電路、失配保護電路等組成。互功放電路是採用八隻大功率晶體管組成的二組橋式帶功率的自激振電路, 通過輸出匹配網絡将功率再合成起來, 使輸出最大功率達到千瓦以上。由於(yú)振蕩電路是採用開關模式, 所以減少瞭(le)晶體管的耗散功率,以取得較高的轉換效率。它的工作過程和原理可由圖3圖4來說明。
當啓動信号經控制電路送到偏置電路時, 二組偏置分别加到功放1的、BG1,BG4,和功放2的BG5、BG8, , 然後由輸出産生正反饋信号通過選頻網絡到移相器, 經移相後又激發功放1的BG2、BG3和功放2的BG6,BG7。由於(yú)對電路相位的正確分配, 使二組橋式功放的功率管處於(yú)開關狀态來建立振蕩過程, 並(bìng)達到功率輸出目的, 二組功放管的輸出均爲方波形式, 而經過匹配網絡後加到換能器時, 由於(yú)負載特性因素, 使換能器二端成爲正弦波。該電路的振蕩頻率是由換能器和選頻網絡決定的, 選頻網絡可根據不同換能器頻率進行調整, 使網絡諧振頻率和換能器諧振頻率取得一緻, 達到最佳匹配效果。
超聲波焊接機原理---超聲波發生器原理方框圖3

超聲波焊接機工作原理---超聲波焊接機功率放大原理方框圖4 超聲波焊接機原理的保護電路採(cǎi)用較新的相位比較法來達到失配或過載控制以保護大功率管不被損壞。保護電路的工作原理可用圖方框圖來說明。從功放電路送來相位差爲“180度” 的二個信号, 其中一個信号到波形調節器, 經波形調節後的信号與另一個功放送來的信号同時加入相位比較電路進行比較處理, 比較後的信号輸到開關控制電路, 當功放送來二信号相位差爲“180 ”時, 說明功放輸出負載處在正常匹配狀态, 此時開關控制電路無信号輸出, 超聲啓動信号可以正常控制功放偏置起振工作。當功放輸出處在失配或過載情況時, ‘送來的二個信号相位差會偏離180, 隻有在這種清況下, 開關控制電路才有信号輸出, 此信号加到偏置控制電路, 切斷功放偏置電路停止功放振蕩並(bìng)驅動過載指示燈。
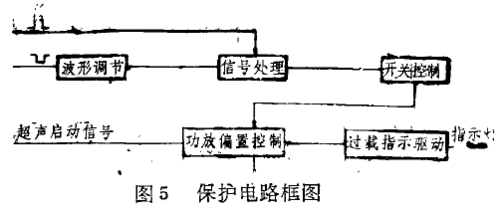
超聲波焊接機工作原理---超聲波焊接機保護線路原理方框圖5 3.超聲波焊接機原理之程序控制電路是採(cǎi)用集成電路和分立元件組成的, 主要作用於(yú)整機焊接過程達到半自動目的。基本過程可由圖方框圖來說明。

超聲波焊接機程序控制線路原理方框圖6 操作信号經觸(chù)發器後, 使觸(chù)發器爲“ 狀态, 通過電平轉換送出一個降信号, 使換能器下降至焊接件端面, 當焊件接觸(chù)到焊頭時,另一個超聲觸(chù)發信号送到超聲時控電路此信号由機架微動開關送來, 經電平轉換後控制功放偏置, 以起動功放電路産(chǎn)生振蕩, 又将超聲受控時間結束信号送入保持時控電路, 這主要是焊頭在一信号停止後繼續保持在焊件上, 以待焊件冷卻。當保持受控時間結束後, 信号送到觸(chù)發器, 使觸(chù)發器爲“ 0”狀态, 換能器回升到原處, 完成一次焊接過程。
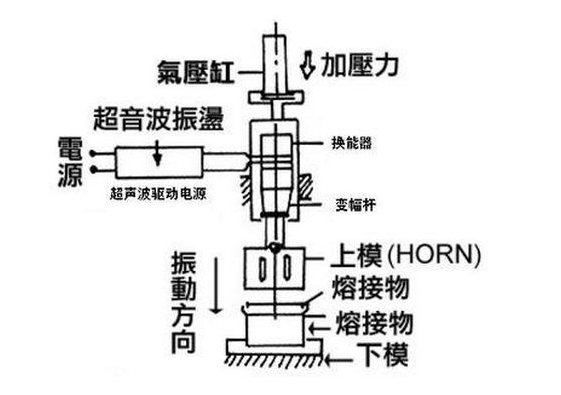
超聲波焊接機換能器系統—換能器是由振子、聚能器、焊接頭三部分組成, 其中採(cǎi)用六塊壓電晶片和鋁合金及鋼組成的半波長(zhǎng)非對稱形振子, 共振頻率爲20khz。
爲瞭(le)适應各種不同焊接對象的需要, 我們採(cǎi)用鋁合金材料制造的有不同振幅放大比的半波長聚能器, 其中有, 1:2.5,1:2.0,1:1.5,1:1.0,1:0.9,1:0.6等;
由於(yú)大功率超聲波焊接設備(bèi)主要用於(yú)大型塑料件或可焊性較差材料的焊接, 因此對焊頭的設計制造, 在滿足半波長的前提下, 振幅大小一般在焊頭設計中就應有所考慮。但個别由於(yú)焊件形狀複雜, 焊頭設計中無法考慮振幅等, 也可通過聚能器的不同振幅比來調整, 總之當振子、聚能器、焊頭三部分連成一體後總的特性應符合超聲波捍接設備(bèi)的要求, 即小信号測量時20khz+—0.5khz,諧振阻抗小於(yú)50歐姆;
在大功率發生源匹配輸出時, 空氣負載情況下其功率應是最大功率的15%以下, 就目前我廠生産的換能器實測數據爲最大功率的12%, 即250瓦左右, 當焊頭在實際焊接受壓情況下, 由於(yú)動态阻抗的變(biàn)化, 功率可從250瓦至2000瓦範圍内變(biàn)化, 因發生器輸出在較理想的匹配狀态下, 所以焊接過程中輸出功率随負載變(biàn)化而達到自動調節作用, 使塑料焊接性能提高到一個新平。
不同型号超聲波焊接機的工作原理是相同的,其機械結構基本相同,不同的是超聲波發(fā)生器的電(diàn)路結構,不同型号的超聲波線路結構是不同的,其超聲波焊接機電(diàn)路的原理也不完全相同。



 手機官網
手機官網 衆拓智能微信号
衆拓智能微信号


